I. Wgląd w branżę: rygorystyczne wymagania dotyczące jednolitości temperatury i automatycznego przenoszenia w utwardzaniu muszli ciężkich
W łańcuchu produkcyjnym części mechanicznych o wysokiej wytrzymałości i ciężkich elementów konstrukcyjnych dla krajowych przemysłów obronnych (takich jak ciężkie kawałki stalowe z konfiguracją 155 mm), optimizing the comprehensive mechanical properties—achieving an ideal sorbite microstructure that blends high tensile strength with premium impact toughness—requires rigorous quenching and high-temperature tempering (Toughtening/Sorbite treatment)Ze względu na dużą masę jednostkową i wysoką gęstość układania tych profili (z pojemnością partii do 6 ton), obróbka termiczna stoi w obliczu dwóch krytycznych wąskich gardeł inżynierskich:
W czasie wysokotemperaturowego tłumienia i temperacji w wysokości 650 dolarów,wszelkie zmienne temperatury w strefie roboczej spowoduje nierównomierne przemiany mikrostrukturalne, bezpośrednio niszcząc tolerancje twardości i trwałość uderzeń.
Prędkość przenoszenia i zagrożenia operacyjne: czas przenoszenia od momentu otwarcia drzwi pieca do całkowitego zanurzenia 6-tonowego obciążenia w środku gaśniowym musi być zminimalizowany.Opierając się na tradycyjnym ręcznym podnoszeniu żurawia dla tak ciężkich, świecące elementy nie osiągają wymaganego wąskiego "złotego okna" i stwarzają duże zagrożenia dla bezpieczeństwa promieniowania cieplnego dla operatorów warsztatów.
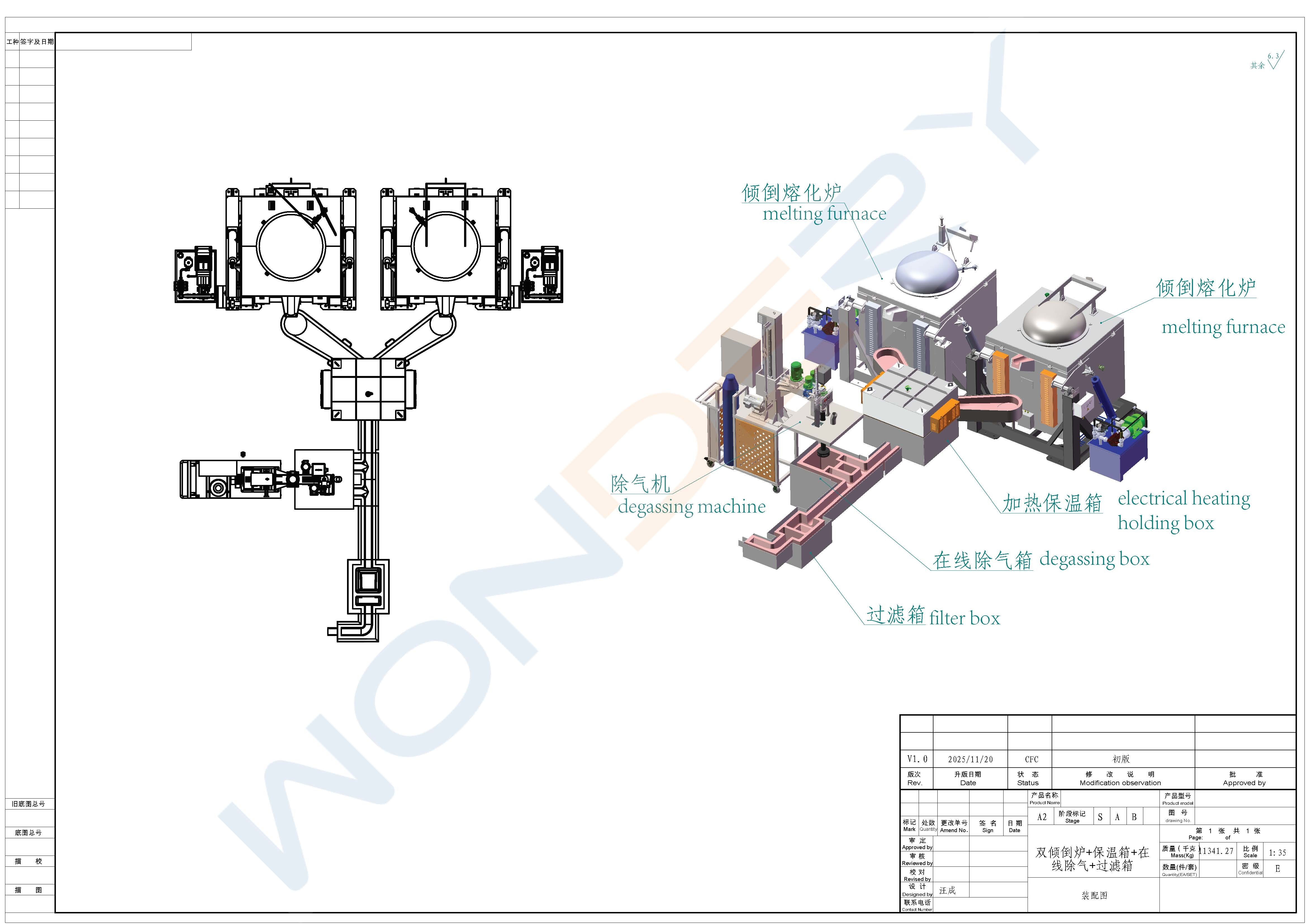
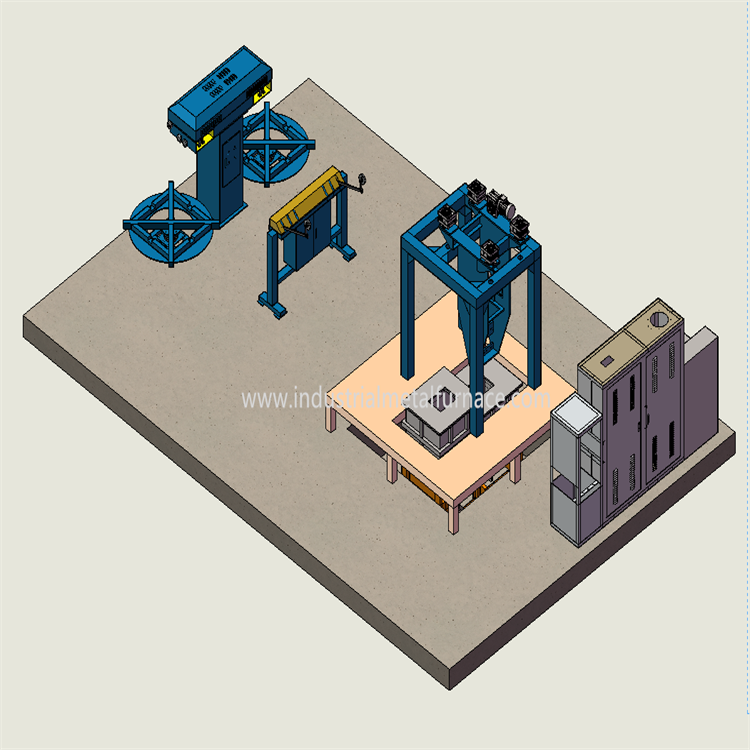
Linia produkcyjna WONDERY's 3D Forklift Type Fully Automatic Heat Treatment stanowi ostateczne rozwiązanie tych wyzwań związanych z ciągłym obsługą dużych partii.Usunięcie ze standardowych pasów oczkowych lub linii oświetlenia chodzącego ograniczonej pojemnością ciężarową, system ten wykorzystuje elastyczny układ klastrów składający się z:1 jednostka 3D Intelligent 无轨 wózka widłowa + 1 jednostka pieca tłumiącego pełne włókna + 2 jednostki pieców tłumiących pełne włókna + 1 jednostka pneumatycznego zbiornika tłumiącego nachylony + stałe stacje załadunku/wyładunkuWykorzystując ramy z materiału stopu odpornego na ciepło, system realizuje całkowicie zautomatyzowane, bezzałogowe,"jednorzędowe inteligentne sterowanie" materiałem w wielu instalacjach piecowych i stacjach chłodzenia płynnych medium.
Odwołując się do standardów inżynieryjnych przedstawionych w dokumencie "155mm Shells Automatic Heat Treatment Production Line.docx",WONDERY zaprojektował i z powodzeniem wykonał ten kompletny inteligentny system obróbki cieplnej o łącznej mocy 450 $ (Model): WDL260630UKR).
II. Rozwiązania techniczne i architekturę procesów pełnociągowych
1Szczegółowy opis jednostek podstawowego wyposażenia
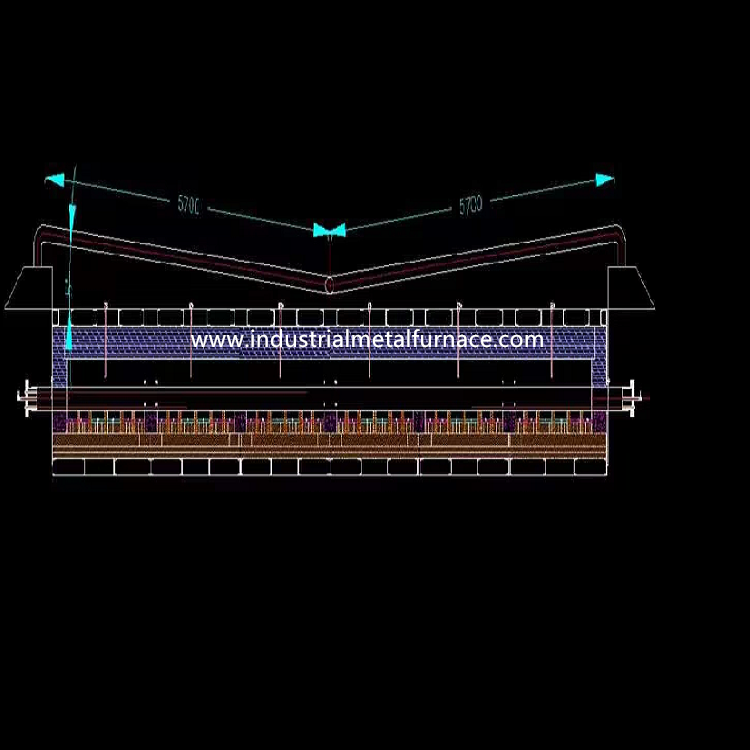
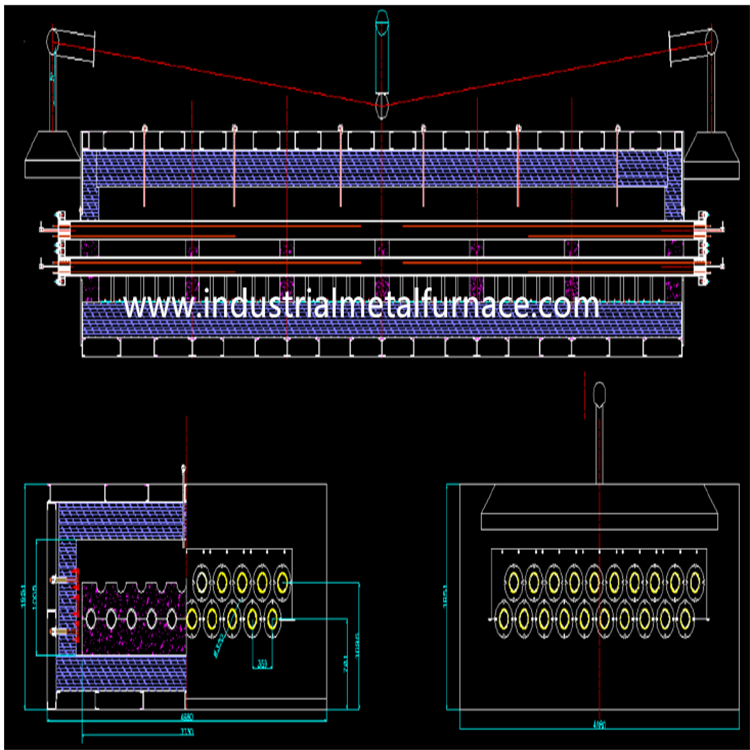
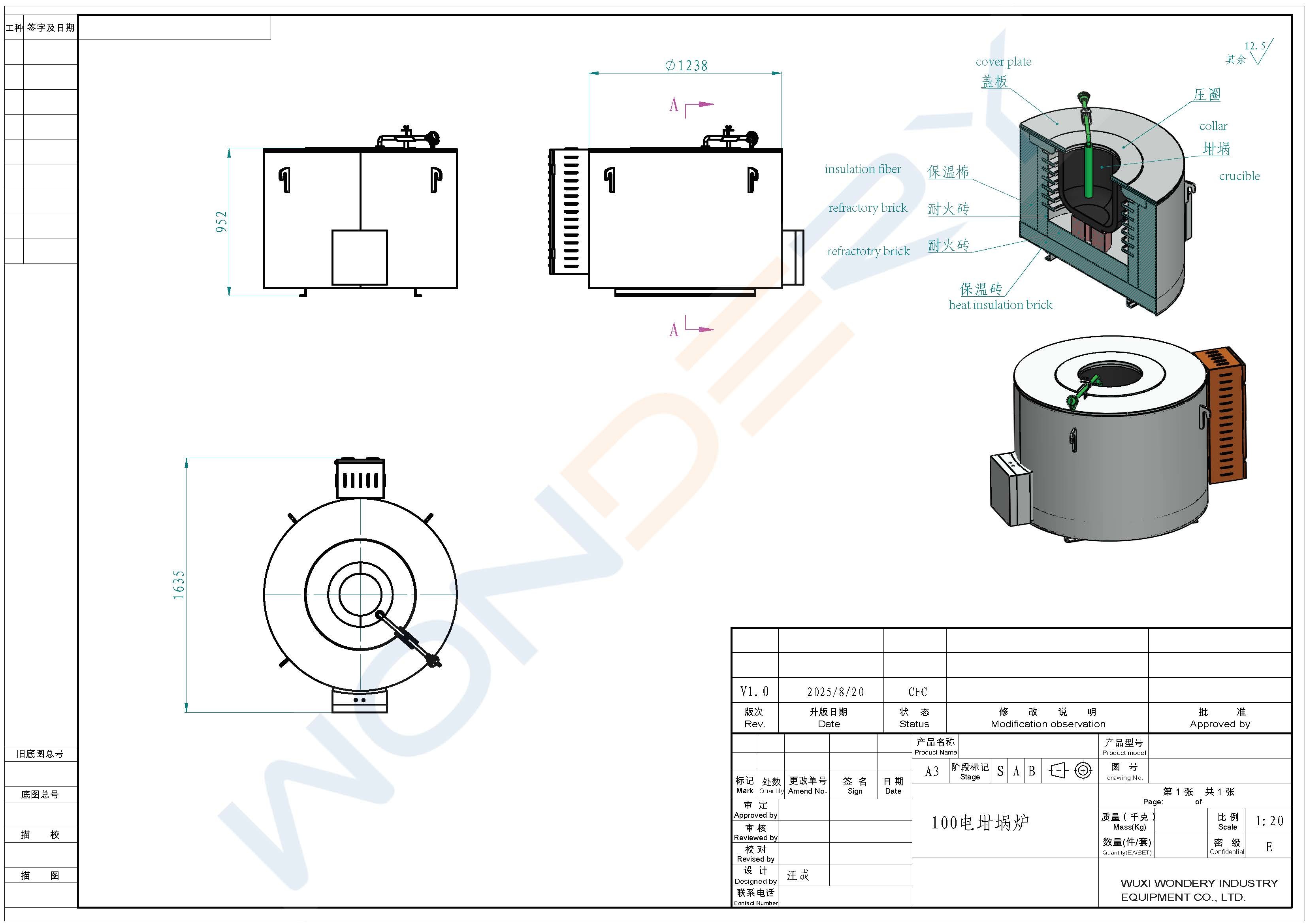
Pełnowłosowy piec tłumiący pudełkowy (1 zestaw): Wyposażony jest w efektywną objętość komory mierzącą 1,6 m Głębokość $ razy $ 1,7 m Szerokość $ razy $ 1,2 m Wysokość, o nominalnej pojemności ładowania partii 6 $ {ton} $.Architektura podszewki składa się w całości z modułów bloków ogniotrwałych włókien ceramicznych z silikatu aluminium o wysokiej czystości, zakotwiczonych konstrukcyjnymi ogniwami ze stali nierdzewnej, z powodzeniem eliminując straty w krótkim obrocie cieplnym i absorpcji ciepła występujące w podszewkach cegłowych.Elementy grzewcze wykorzystują wysokiej klasy 0Cr27Al7Mo2 pasy odporne na wysoką temperaturę, które są bezpiecznie zawieszone za pomocą wysokiej częstotliwości ceramicznych nośników na obu ścianach bocznych i tylnej ścianieKonfiguracja podzielona jest na 3 niezależne strefy regulacji temperatury o łącznej mocy 180 kW.
Dual Setup Full-Fiber Box Tempering Furnaces (2 Sets): Ponieważ czas trwania hartowania jest tradycyjnie dłuższy niż czas trwania ogrzewania w standardowych cyklach obróbki cieplnej sorbitem,WONDERY skonfigurowane 2 jednostki dopasowujących wymiarów komory ($ 1.6x1.7x1.2m}$). Piece te mają maksymalną moc operacyjną 650$ przy rozdzieleniu mocy 120$ na jednostkę (w sumie 240$).Aby zapewnić szybkie rozkład cieplny konwekcji podczas obróbki o niższej temperaturze, na dachu każdego pieca hartowania znajduje się długosiarowy wentylator cyrkulacyjny odśrodkowy połączony z wewnętrzną obudową deflektoru powietrza ze stali nierdzewnej SUS304 o grubości 3 mm,utrzymywanie jednolitej temperatury pieca o temperaturze le pm5^{circ}.
Inteligentny 3D silnikowy wózek widłowy materiałowy (1 zestaw pojazdu bez torów): działa jako centralny mechaniczny silnik tranzytowy zakładu,ten zautomatyzowany wózek widłowy wyposażony jest w stalowy układ spawany o dużej wydajności, który umożliwia przejazd do przodu i do tyłuBezpieczna pojemność ładunku użytkowego jest oceniana na $ge 6000text{ kg}$.Kierowane przez precyzyjne fotoelektryczne kodery odległości i pozycjonowanie granicy toru, przesuwa się płynnie z tolerancją wyrównania w granicach $pm2text{ mm}$.
Pneumatyczny zbiornik kontrolny (1 zestaw): Zaprojektowany z dużą zatrzymywaniem objętościowym, zbiornik zawiera 2 jednostki po 1 USD.Działalność: 5 kWh* agitatory płynu o biegu osiowym i 22 kWh* sieć pomp wymienników ciepła o dużej objętościPo złożeniu koszyka materiałowego na kołyskę system automatycznie uruchamia przepływ środka.Całkowity czas przewozu od otwarcia drzwi pieca gaśniowego, wydobycie wózkiem widłowym, do pełnego zanurzenia średniego jest zoptymalizowane w ciągu 45 sekund, bezpiecznie blokując pożądaną nadnasyconą strukturę martensytową.
2Schneider IPC + Siemens S7-1200 Cyfryzowana centralna kontrola
Rozproszona infrastruktura sieciowa: Wykonanie logicznego niskiego poziomu w całej linii opiera się na scentralizowanej jednostce przetwarzania PLC Siemens S7-1200.i mechanizm tłumienia komunikują się nieprzerwanie za pośrednictwem przemysłowej sieci Ethernet (Profinet) połączonej bezpośrednio z główną konsoli sterującą.
Centralizacja komputerów indywidualnych (IPC): The central control station houses a Schneider (or equivalent top-tier brand) heavy-duty Industrial Personal Computer (IPC) integrated with supervisory control software and real-time CCTV monitoring feedsSystem wyświetla, śledzi, rejestruje i eksportuje pełną historię ogrzewania czasu i temperatury.automatycznie generowane arkusze kalkulacyjne Excel zgodne z rygorystycznymi światowymi standardami obrony i śledzenia przemysłowego.
Precyzyjne zarządzanie mocą i rozdzielczość sterowania: Temperature control relies on large-screen intelligent digital PID program controllers working via heavy-duty three-phase thyristor power regulators (SCR) operating in a zero-crossing triggering profileZapewnia to precyzję sterowania wynoszącą $pm1^{circ}text{C}$ i całkowicie zapobiega nagłym wzrostom mocy elektrycznej wpływającym na lokalną sieć elektroenergetyczną.
Całkowita sieć bezpieczeństwa i ochrony cyklu życia: Wszystkie nisko napięte wyłączniki, kontaktory i urządzenia przełącznikowe są wybierane z najwyższej klasy marek przemysłowych, takich jak CHINT lub DELIXI,podczas gdy integracja napędu wózka widłowego wykorzystuje wysokowydajne falowniki Delta lub ABB VFDLogika sterowania obejmuje rygorystyczną, niezawodną wielowymiarową pętlę wzajemnego blokowania, zarządzającą stanem drzwi pieca, przedłużeniem widelca wózka widłowego, wykrywaniem bliskości ramy i mieszaniem płynu,z automatyczną siecią alarmową awarii zasilania. Skrzynki łączące operatora spełniają normy ochrony IP55.
III. Parametry handlowe i specyfikacje przewozów kluczowych
Cały zakres inżynieryjny tej ciągłej zautomatyzowanej instalacji do obróbki cieplnej powłoki 155 mm jest oferowany w całkowitej wycenie EXW w wysokości 163 USD,6000,00 USD:
/3D automatyczny wózek widłowy ciężkich materiałów: $62,1000,00 USD; 6-tonowy piec do tłumienia pudełek: 28 USD,700.00 USD; dwa zestawy 6-tonowych pieców do hartowania pudełkowych: 60 USD,800.00 USD; IPC Centralized Control & Digital CCTV System: 12 dolarów.0000,00 USD)
Wszystkie podstawowe konstrukcje obsługują modułowe rozbiórki, aby ułatwić standardowe kontenerowe wypełnienie dla międzynarodowego transportu morskiego.efektywny czas realizacji 90 dni roboczych od otrzymania zaliczki, oraz kompletne pakiety angielskich schematów, rysunków fundamentów i przewodników technicznych instalacji, WONDERY gwarantuje precyzyjne rozwiązania termiczne dla ciężkich komponentów konstrukcyjnych na całym świecie.